
ЦЗЮЮАНЬ
20+ РОКІВODM & OEM
Електричні та механічні
20+ РОКІВODM & OEM
Електричні та механічні

Категорії
Останні повідомлення
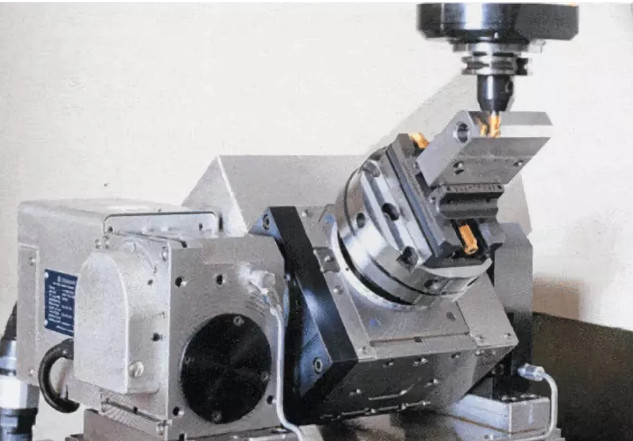
Етапи центрування інструменту дляОбробка деталей з ЧПУ
Візьмемо як приклад центр артефакту.
Шпиндель заготовки 1, фреза зліва від артефактів, запам’ятайте значення X, ніж, переміщений праворуч від артефактів, праворуч, запам’ятайте значення X, два значення X, середнє, записане в G54 X 2 головний вал повертається увімкнено, передня частина різця на заготовці, запам’ятати значення Y, ніж, переміщений до задньої частини заготовки, близько до задньої частини, запам’ятати значення Y, два значення Y, середнє, записати в головний вал G54 Y 3 увімкнено, залежить від поверхні заготовки, повільно запам’ятайте фрезою значення Z, введіть його в G54 Z. Інструкція G92 використовується для встановлення системи координат заготовки, яка залежить від поточного положення інструменту.
Формат застосування цієї інструкції – G92 X_Y_Z_, що означає, що значення координати поточного положення інструменту в системі координат заготовки дорівнює (X_,Y_,Z_).
(1) Значення M1 отримується, коли фреза використовується для контакту з контуром заготовки в напрямку X, а потім шпиндель переміщується на іншу сторону контуру заготовки в напрямку X для контакту з двома градусами M2.Введіть M=M2-M1 на сторінці вимірювання комплекту інструментів.
(2) Відлікове значення N1 отримується контактом фрези з контуром деталі в напрямку Z.Потім перемістіть шпиндель до іншої сторони контуру заготовки в напрямку Z, щоб отримати два градуси N2.Введіть N= mn2-n1 на сторінці вимірювання доповнення інструменту. Хочете навчитися програмуванню UG, можете додати невеликий MAKE up QQ: 770573829 отримати навчальні матеріали та курси.
Призначення різця до різця полягає у визначенні просторового співвідношення між системою координат заготовки та системою координат верстата через різець або інструмент до інструменту та введення даних інструменту у відповідне місце зберігання. Це найважливіше Зміст операції в обробці з ЧПУ, її точність безпосередньо впливатиме на точність обробки деталей. Операція встановлення ножа поділяється на напрямки X, Y та Z.
JIUYUAN має два поверхи для майстерні обробки з ЧПУ площею 3000 квадратних метрів і побудував власну анодовану фабрику з виробництва алюмінієвих деталей з ЧПУ.
Майстерня з ЧПУ має 20 комплектів 4-осьового обробного центру з ЧПК, 12 комплектів 3-осьових верстатів з ЧПК, 18 комплектів свердлильних верстатів і 10 комплектів токарних верстатів.
Ми маємо перевагу алюмінієві деталі з ЧПУ,анодовані деталі з ЧПУ,сталеві деталі з ЧПУ,пластикові деталі з ЧПУ,різні точні деталі з ЧПУ.
тел:+8613267205630
Whatsapp:13267205630
Електронна пошта:emily@jiuyuan999.com
Skype :emilymoonjiang






